
COMMERCIAL ULTRASONIC DRILLING SERVICES
GEM and GEMSTONE DRILLING
Do you need a simple hole in a tough material?
There are many cases where ultrasonic drilling is the best method for a tough job. Brittle hard materials will often overheat and fracture due to stresses associated with ordinary rotational drilling. Extremely small diameter holes in hard materials necessitate the use of ultrasonic drilling methods.
Rough and Ready Gems offers affordable ultrasonic drilling services to the gem trade and other industries. We are able to precisely drill single small holes into difficult materials like sapphire, quartz, calcite, spodumene, kyanite, YAG, GGG, silicon, optical glass, silicon nitride, alumina, ceramics, and many other natural and synthetic materials - pretty much any hard and brittle material other than diamond.
Rough and Ready Gems has years of experience drilling gemstone briolettes. Our expertise is drilling single round holes ranging from 0.015" to 0.120" in diameter and up to 0.50" in depth. We can place holes into small areas with great accuracy.

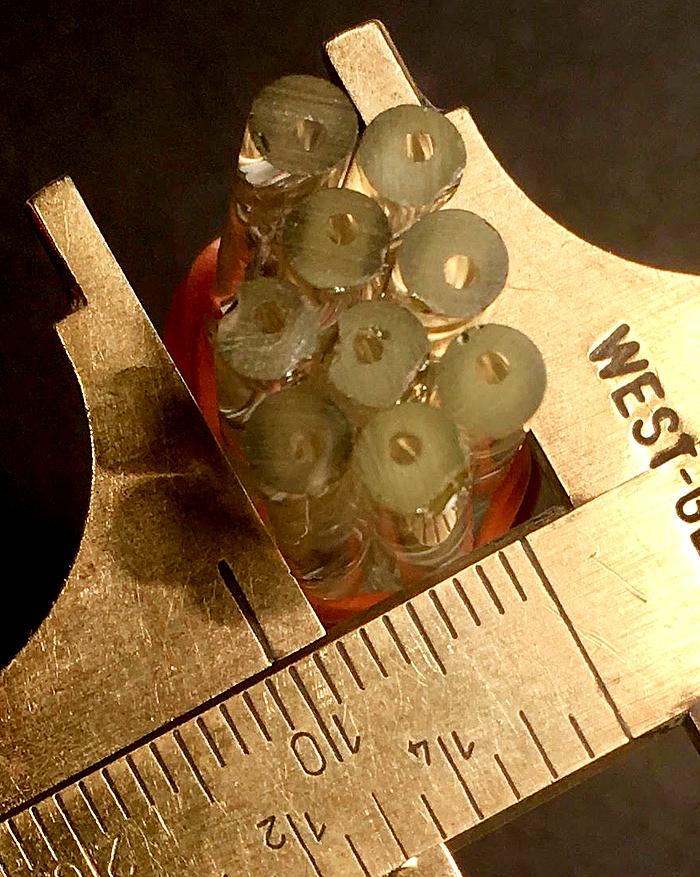
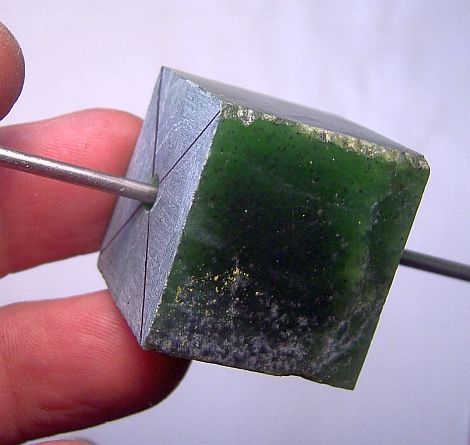
Ultrasonically drilled blind holes 0.018" diameter, 0.08" to 0.12" deep, (clockwise from top): nephrite jade (top view), rock crystal-quartz, sphene, and peridot briolettes.
Our services fill a niche which has been lacking until now. Other companies' high overhead and large minimums have restricted access to this service. Rough and Ready offers a choice to people in need of ultrasonic drilling who do not have thousands to spend - people who need a simple hole in a tough material.
We welcome smaller drilling jobs - $100 dollar minimum.
Please contact us for more information.
The Ultrasonic Drill: an Overview, by Steve Green
Reprinted from November 2003 Lapidary Journal
Without an ultrasonic drill (USD) I would not be in business. When I made the choice to specialize in briolettes this became the case. In the beginning I relied on a local lapidary shop that offered ultrasonic drilling services. They did an adequate job drilling 0.030" + diameter holes on larger briolettes, but as I began to cut smaller and smaller stones I required smaller more precise holes then they were capable of. Thus I bought my first USD - a used Imahashi - and began to learn on my own through trial and error.
Older Imahashi and Branson USDs can occasionally be found in lapidary circles. New modern USDs suited for the lapidary work are made in both Taiwan and India. Generally USDs do not come ready-to-go. They require customizing and a learning curve on the part of the operator. I will attempt to go over their operation, abilities and nuances in this article.
Ultrasonic drills work by conducting energy via vibrations into an abrasive medium which does the actual cutting. A cutting tool is soldered onto the end of a conical "horn". The horn with the attached cutting tool, threads into the transducer which converts an oscillating electrical current received from the power supply into vibrational energy at a frequency of 20KHz or 20,000 times per second. These vibrations are conducted through the horn into the cutting tool which is in contact with the target material and the cutting abrasive. In most USD setups the abrasive is in the from of a water slurry which is flowed over the target area and does the cutting. The energy conducted to the abrasive particles cause them to impact and cut the target area - wearing the material into the same shape as the cutting tool.
For most uses a silicon carbide #220 grit is a perfectly adequate and inexpensive abrasive. However, different applications may necessitate the use of different grit size and types of abrasives with specialized properties. For cutting very hard materials like corundum better results will be obtained by using harder but more expensive diamond in the abrasive slurry. In order to obtain a smoother hole finish with less chipping a smaller grit size abrasive can be used. In these examples expense or slower cutting are the trade-offs.
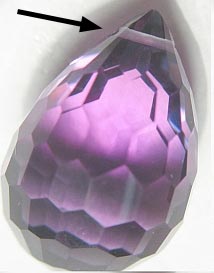
Cross-drilled amethyst briolette.
Many USD rigs use a funnel shaped inclined pan and gravity feed for abrasive slurry delivery. This rudimentary inexpensive system is not well suited for efficient work. In my setup I use a submersible pump to recirculate the abrasive slurry to and from a deep plastic container. The pump will eventually need replacing as the abrasive takes its toll. I place a screen over the mouth of the slurry tank to prevent losing the work piece if accidentally dropped into the slurry. With this method I obtain a continuous hands-free flow of cooling abrasive/water slurry mix over the work piece with no time consuming delays searching for a small dropped items. One problem encountered when using a recirculating pump is keeping the abrasive grit suspended in the slurry. In order to avoid settling of the grit it is necessary to have some sort of agitation in the slurry tank.
When working with a slurry tank the water will need to be changed from time to time. Not only does the water become contaminated with fine cutting debris, but also bacteria will grow within. A few drops of Clorox will help delay the bacterial problem, but regular slurry water changes will still be necessary. Even more so in the warmer months. When using expensive diamond abrasives care most be taken to conserve the abrasives when changing the water. Another helpful item within the slurry tank is a water heater. Since this is a hands-on wet operation, cold water will quickly become a deterrent to your dexterity and quality of work. I use a small thermostatically operated aquarium heater. Set at 85 F it makes for comfortable operating conditions.
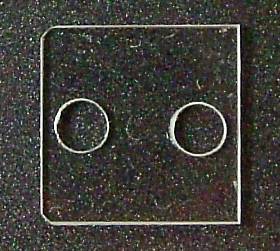
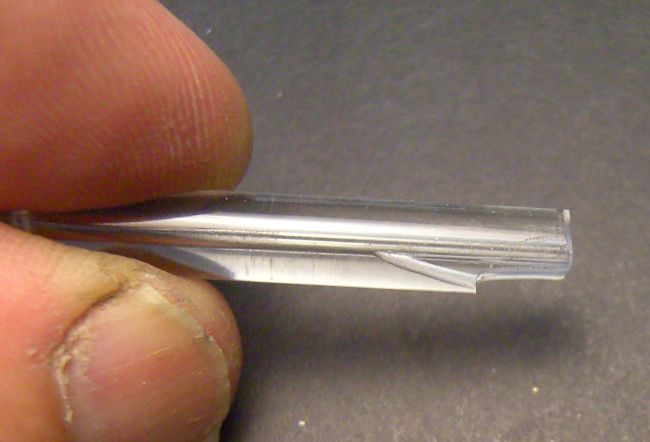
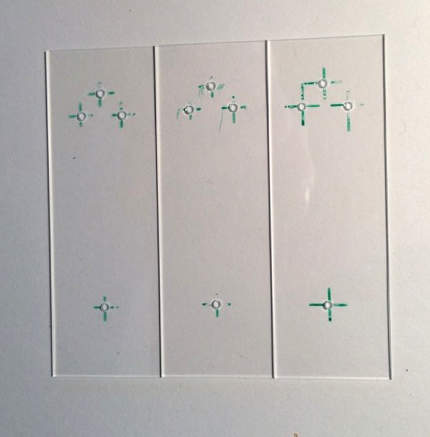
In my briolette business I mostly drill simple round holes ranging from 0.015" to 0.030" in diameter and approximately 0.080" to 0.160" in depth. However, the USD is capable of cutting any shape hole depending on the cutting tip. Complex shaped holes are easily cut since the USD does not rotate, but rather vibrates its way into the material. Square, star, triangular, hexagonal, oval, 'U' and other shapes are all possible with a simple USD setup. (See the accompanying photo of cutting tool and hole variety cut into a ceramic tile.)
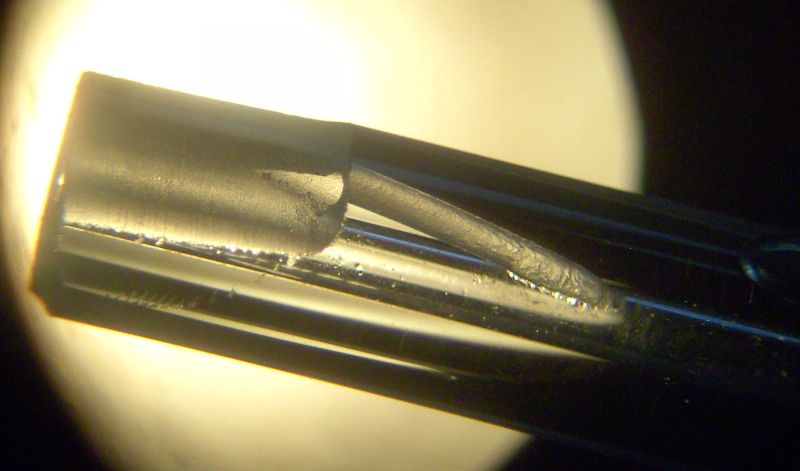
In order to operate a USD it is necessary to solder or braze the cutting tools on to the "horn". I use silver solder, a fluoride flux and an oxy-acetylene torch to accomplish this task. For drilling simple holes, the best results will be achieved by using tubing for the cutting bits instead of solid wire. Tubing acts like a core drill, requiring less material removal to accomplish the same results faster. Another advantage of tubing is that it will produce a square termination in a "blind" hole. A solid wire used as a drill bit will wear to a point and produce blind holes with tapered sides and pointed terminations. Tubing is definitely the way to go.
During drilling/cutting all USD bits will wear and ultimately need replacing. When using small diameter tubing it is also necessary to find the right length for the bit. If the bit is too long it will vibrate into a sine wave and be very difficult to control. If too short it will not have the shock absorbing qualities of a longer bit, thus jack hammering and chipping the material being drilled. This length is always a compromise since it is constantly changing due to wear, but there is a range that works best.
More powerful USDs using complex cutting tools can do a multitude and combinations of different holes in a single pass. A cutter can be made with dozens of drill bits attached - all designed to cut together in a pattern on the target area. USDs are also used to make intaglios by vibrating a pattern into stone or shell. For this application a mold can be made of an original intaglio carving, then cast into a very hard cobalt steel which is soldered to the horn and used as the cutter. The first cuts with this tip yield excellent detailed carvings, slowly giving way to less detail as the tip wears and loses its sharp edges.
One big advantage of USD is the low stress applied to materials during the cutting process. For hard brittle materials ultrasonic cutting techniques surpass both traditional rotating cutters and high tech laser cutting methods. Compared to USDs these other methods both tend to instill stresses into the materials being cut and have higher breakage rates. The smooth controlled cutting action of the ultrasonic drill - cooled, flushed and lubricated by the water slurry, gives superior results. Stress free holes devoid of microscopic cracks or fissures are easily obtainable. When it comes to large, small or unusually shaped holes in hard brittle materials, the ultrasonic drill is the way to go.
Copyright Steve Green 2003, 2011
Some examples of ultrasonic drilling by Rough and Ready Gems

Drilling expensive gemstone beads is our specialty.
We offer the utmost in care, quick turn around, and honest service. Don't trust your high priced
materials to unknown foreign drillers half way around the world. Just one missing gem can easily
make up for the entire cost of using a trusted stateside company to drill your stones.
Besides this, we are happy to drill to the diameter of your choice.
We can also drill silicon nitride. Silicon nitride 11 x 1.3 mm rods, drilled lengthwise with 0.0283 OD bit

0.120" ID hole through dendritic agate and tourmalinated quartz

0.025" ID cross drilled gemstones-A

0.025" ID cross drilled gemstones-B

0.025" ID cross drilled gemstones-C

10 mm sapphire sphere drilled with a 0.030" bit

10 mm sapphire sphere with intersecting holes

3 mm cross drilled natural crystals: aqua, amethyst, imperial topaz, and tourmaline

3mm thick borosilicate slide 0.016" OD bit, 20 hole pattern
holes are 0.017" to 0.018" ID

Cone shell with 3.0 mm ID hole

Blind holes for gold bezels to mount gems stones within

Drilling holes for setting stones in unfinished black jade

Electron multiplier after milling 0.085" ID holes 1.75” deep
Electron multiplier before milling 0.085" ID holes

Front and back of Ethiopian opal with 3.0 mm cross drilled hole

Front and back of Ethiopian opal with 3.0 mm cross drilled hole

Glass marbles with 2.0 mm holes

Glass marbles with 2.0 mm holes

Holes in synthetic ruby for mounting the "A"
Two 0.125" ID holes in 0.040" thick
sapphire sheet.
Blow Out on the back side of the holes
is kept to a minimum using care and
special techniques.

This natural phenakite crystal was drilled with
a 2.0 mm hole 24 mm long.
(The hole is straight, refraction makes it look bent.)

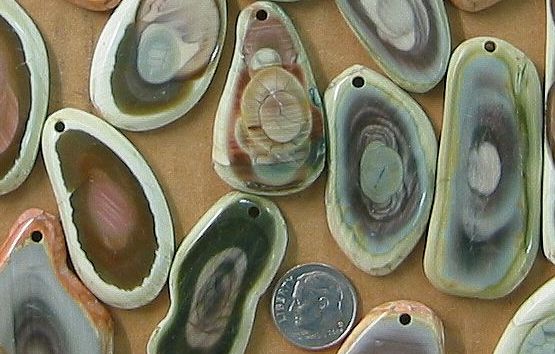
Assorted cabuchons pairs drilled front to back.

1.0 mm thick sapphire plate drilled with a 0.125" drill.

Top quality Ethiopian opal beads drilled on center with minimum breakage.

Silicon nitride .63 inches thick,
ultrasonically drilled front to back with a 0.025" ID hole.

Flat turquoise pieces drilled front to back.

The ultrasonic drill can be very useful to enlarge pearl holes with little if any breakage.
Shown here the holes were enlarged from 0.025" to 0.065" in order to allow stringing on a leather strand.

Multiple holes in basalt drops

Enlarging holes in pearls

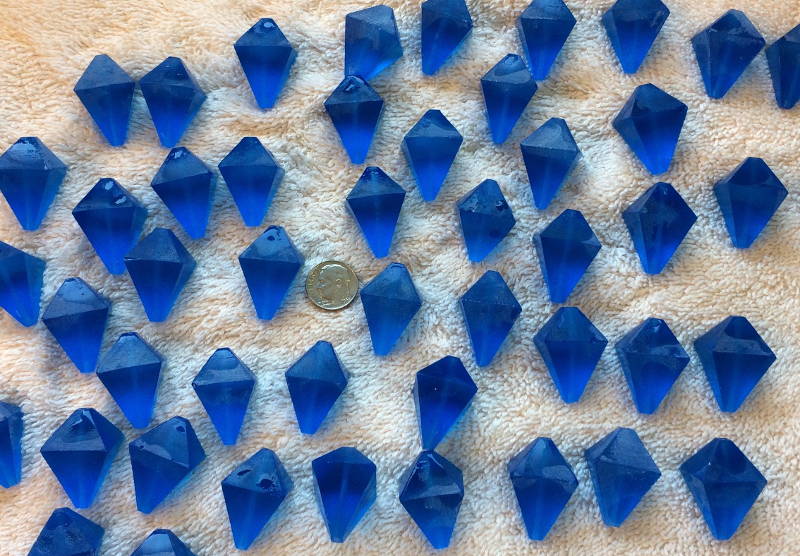
Beach Glass

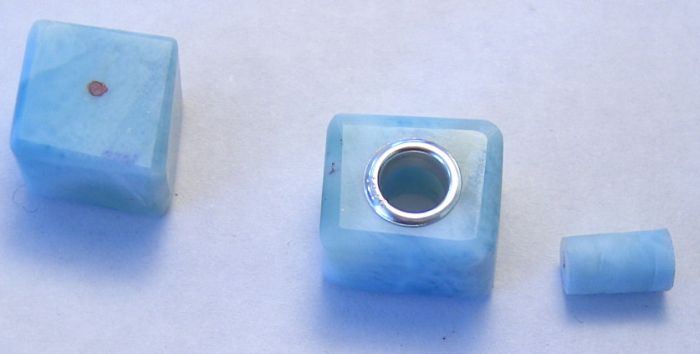
Larger hole in glass bead for metal insert

Larger hole in glass bead for metal insert

Holes thru tumbled amethyst

Meteoritic olivine, 0.018 ID

Holes in Larimar 1
Holes in Larimar 2
Holes through jade - 2mm ID x 29 mm long

0.020" ID holes through Herkimer "diamonds"

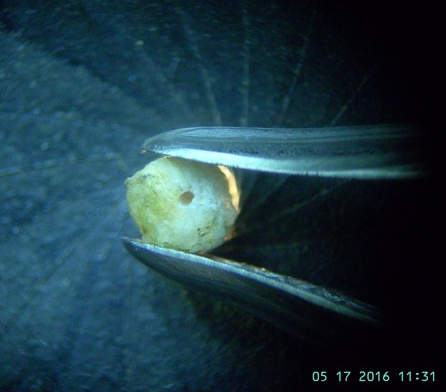
Half drilled tiny pearls

Holes enlarged from 0.016" to 0.050" in amethyst cabs
0.018" ID hole drilled on a 10 degree angle to intersect longitudinal hole in glass tube
018 hole on 10 degree angle

10mm spheres with 6x6 mm holes

24 holes, .040" ID drilled short of intersecting longitudinal hole in a 39 inch long glass tube.
These holes were used for temperature sensing along the length of the tube.
Mexican Jaspers drilled front to back
Mexican Jaspers drilled front to back
(Close-up)

6mm faceted round synthetic ruby drilled with a tapered passage terminating in a 0.016" ID hole used as a prototype nozzle in a 3D carbon fiber printer.

6mm faceted round synthetic ruby drilled with a tapered passage terminating in a 0.016" ID hole used as a prototype nozzle in a 3D carbon fiber printer.

Pair of Pakistan peridot drilled edge to edge with a 0.020" ID hole.
Two 3 mm sand grains drilled with .012" ID holes for a JPL educational art exhibit.

Sand grains, above, size compared to a dime.
Three drilled 1.0 mm thick glass slides with 0.035" ID holes / passages for liquid flow.

4.0 mm ID hole drilled in rock for passage of gold chain. Hole has been beveled to reduce chipping after drilling and abrasion during use.
Also shown is the plug remnant after drilling.

Edge to edge drilling on tourmaline slices, .020" ID hole - owned by J. Volkodav

Edge to edge drilling on tourmaline slices, .020" ID hole - owned by J. Volkodav

Edge to edge drilling on tourmaline slices, .020" ID hole - owned by J. Volkodav

5 mm round Moissanite with .016" ID hole

Hole 4 mm X 22 mm long, with bevels and hole core

3 mm ID holes in green and white jade

.018 ID holes in Montana sapphire

5 mm Moissanite round brilliant 0.016" ID hole

Assorted hard and soft drilled gems

10 mm lapis beads re-drilled to 5 mm hole ID
1.5 x 30 mm holes in leaded glass

1.5 x 30 mm holes in leaded glass - closeup
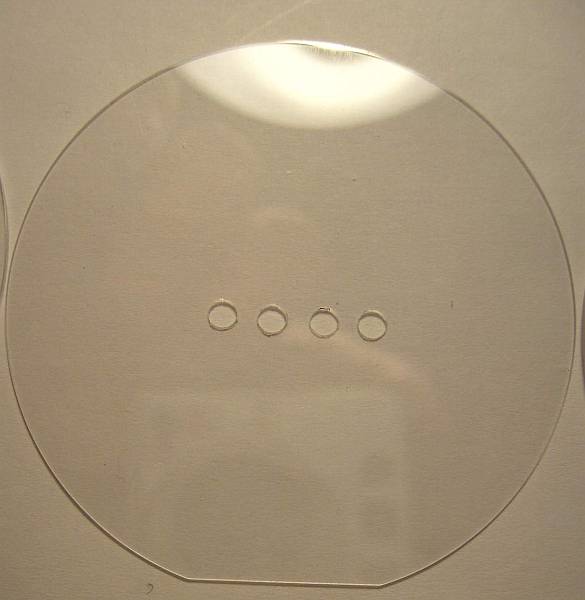
58 mm diameter, 0.4 mm thick sapphire disc with four 0.095" ID holes
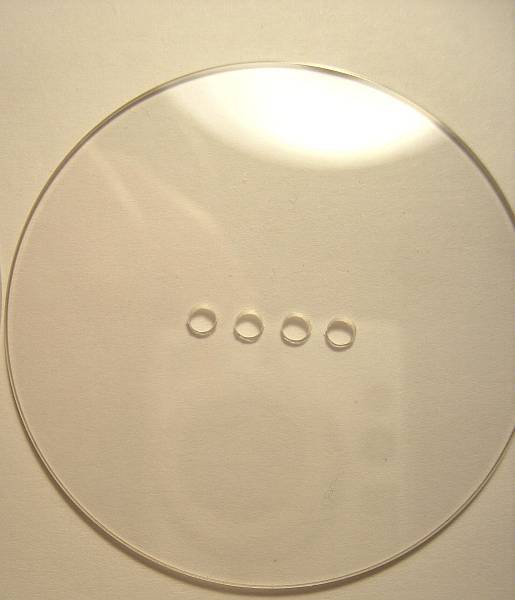
58 mm diameter, 1.2 mm thick sapphire disc with four 0.095" ID holes
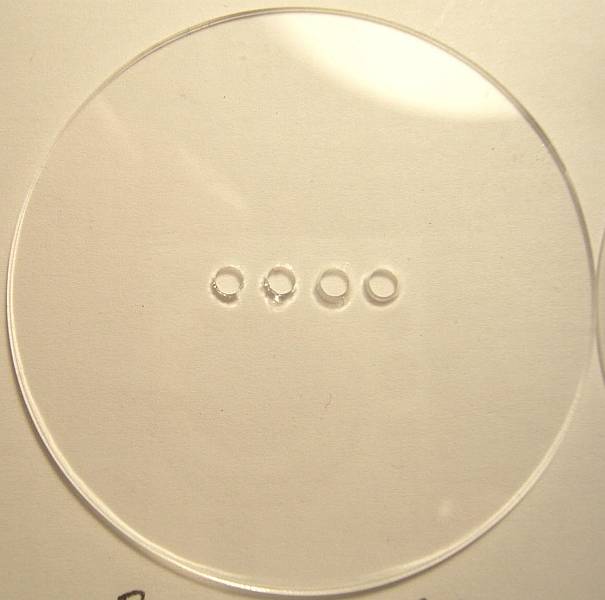
BOROFLOAT® Borosilicate Float Glass, 58 mm diameter disc
1.1 mm thick with four drilled 0.095" ID holes.
The two holes on the right have beveled entries and exits to remove chipping.

Natural ruby and sapphire gems drilled with 0.015"f ID holes.

Natural fluorite rhombohedrons drilled with a 0.030" ID hole.

Natural fluorite rhombohedrons drilled with a 0.030" ID hole.

1.5 inch natural spinel crystals drilled with 1.0 mm ID holes.

1.5 inch natural spinel crystals drilled with 1.0 mm ID holes - closeup.
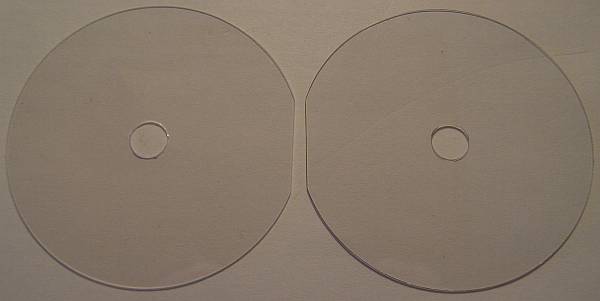
0.25" ID holes in 0.4 mm thick sapphire wafer